جلسه دفاع پایان نامه: محمد ترشیزی، گروه مهندسی ساخت و تولید
خلاصه خبر:
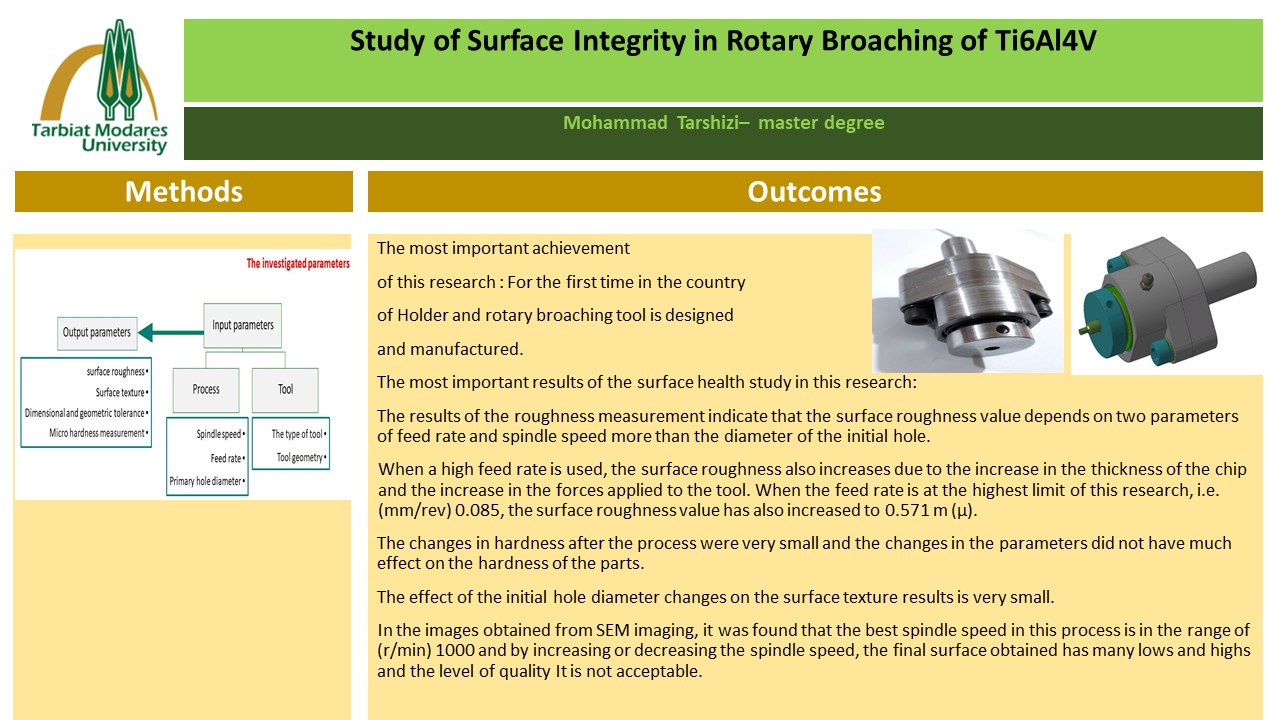
عنوان پایان نامه: مطالعه سلامت سطح در فرایند خانکشی دورانی آلیاژ Ti6Al4V
ارائهکننده: محمد ترشیزی استاد راهنما: دکتر امیر راستی استاد ناظر داخلی: دکتر حسین توزنده جانی استاد ناظر خارجی: دکتر علیرضا آرایی تاریخ: 1402/11/15 ساعت: 15 مکان: اتاق 119
چکیده: استفاده از ایمپلنتهای پزشکی در طی سالهای اخیر رشد چشمگیری داشته است. ساخت ایمپلنتها شامل مراحل مختلفی از ماشینکاری میباشد که یکی از مراحل مهم تولید آنها ساخت قسمت گل پیچها میباشد. برای ساخت این قسمت روشهای مختلفی از ماشینکاری وجود دارد که یکی از بهترین روشها، استفاده از خانکشی دورانی میباشد. در این فرایند قطعه کار و ابزار به صورت همزمان و هم جهت شروع به چرخش کرده و لنگی ابزار و اعمال نیروی محوری باعث برادهبرداری از قطعهکار میشود. لنگی ابزار باعث میشود که در یک لحظه معین فقط یک ناحیه از ابزار عمل برادهبرداری را انجام داده و این عمل باعث کاهش نیروهای وارده به ابزار و ماشین ابزار میشود. در این پژوهش ابتدا هولدر اصلی این فرایند طراحی و ساخته شده است. سپس مطالعاتی در خصوص جنس و هندسه ابزار خانکشی دورانی انجام شده و در نهایت ابزار نیز طراحی و ساخته شده است. در ادامه با توجه به نیاز این فرایند در ساخت ایمپلنتهای از جنس Ti6Al4V، فرایند خانکشی دورانی و پارامترهای سلامت سطح مورد مطالعه و بررسی قرار گرفتهاند. پارامترهایی که در این پژوهش به آنها پرداخته شده است شامل دور اسپیندل، نرخ پیشروی و قطر سوراخ اولیه قبل از فرایند میباشد. این پارامترها در 5 سطح تغییر داده شدهاند، و پس از طراحی آزمایش در این پژوهش با 20 آزمایش مواجه هستیم. در خصوص جنس ابزار خانکشی دورانی مشخص گردید که ابزار ساخته شده از HSS-E-Co 5% عملکرد بهتری نسبت به ابزار تنگستن کارباید دارد و علت این موضوع به دلیل ارتعاشات ناشی از ماشینکاری و وجود لنگی در ذات این فرایند، میباشد. در مورد هندسه و زوایای ابزار نیز، پس از بررسی زبری سطح و بافت سطح مشخص گردید ابزار با زاویه آزاد 0 درجه نسبت به 2 ابزار دیگر نتایج بهتری را به همراه داشته است. نتایج حاصله از زبری سنجی حاکی از این است که بیشترین تغییرات مقدار زبری سطحی به 2 پارامتر نرخ پیشروی و سرعت اسپیندل مربوط میباشد. هر چند پارامتر قطر سوراخ اولیه نیز بیتاثیر در مقدار زبری سطحی نیست؛ اما 2 پارامتر دیگر تاثیر بسزایی در مقدار زبری سطحی دارند. به دلیل افزایش دور اسپیندل و نرخ پیشروی، شاهد افزایش نیرو و ارتعاشات حاصل از ماشینکاری هستیم که در نهایت زبری سطح افزایش پیدا کرده است. مشخص گردید که بهترین دور اسپیندل جهت خانکشی دورانی در محدوده نزدیک به 1000 دور بر دقیقه می باشد، و با توجه به نتایج با کاهش و افزایش دور از این محدوده شاهد افزایش زبری سطح خواهیم بود. در خصوص نتایج میکروسختی سنجی با توجه به اینکه سختی مواد اولیه استفاده شده در این پژوهش قبل از انجام فرایند خانکشی دورانی سنجیده شده است و مقدار سختی آن در محدوده 300 الی 310 ویکرز بوده است، نتایج بدست آمده نشان میدهد که تغییرات سختی پس از انجام فرایند بسیار ناچیز بوده و تغییرات پارامترها تاثیر چندانی بر سختی قطعات نداشته است. به طور کلی از تصاویر به دست آمده بافت سطح میتوان دریافت که بیشترین تغییرات در بافت سطح مربوط به دور اسپیندل و نرخ پیشروی میباشد که باعث ایجاد الگوی غیر یکنواخت خطوط براده برداری میشود و نهایتا بافت سطح از کیفیت لازم برخوردار نمیباشد.